Nội dung bài viết
1/ Thể tích phun
Thông số này coi là thông số dữ liệu. Hiện tồn tại các máy đúc phun có thể tích đúc từ 2 30.000cm3. Máy đúc phun thường hay sử dụng nhất là loại máy có thể tích 6, 125, 250, 500 cm3.
2/ Tốc độ phun
Thông số này cần được đảm bảo là tối ưu, sao cho trong quá trình điền đầy khuôn nó không đông cứng (có nghĩa với vận tốc không được quá nhỏ) và đồng thời cũng không lớn quá để xảy ra hiện tượng phân huỷ vật liệu do ma sát. Tốc độ phun có đơn vị (cm3/s). Việc điều chỉnh tốc độ phun từ giá trị cực đại tới giá trị tối ưu được thực hiện bằng cách thay đổi lưu lượng chất lỏng trong hệ thống thuỷ lực.
3/ Áp lực phun
Áp lực phun được ấn định khi máy hoạt động. Nó được xác định trong từng trường hợp cụ thể, có thể tính đến kết cấu khuôn, tính chất của vật liệu và nhiệt độ gia công. Áp lực cần thiết để điền đầy khuôn, phụ thuộc vào thời gian phun. Áp lực phun cao được sử dụng khi sản xuất chi tiết có thành mỏng.
4/ Diện tích ép
Là hình chiếu bề mặt chi tiết lên mặt khuôn. Diện tích ép phun của các sản phẩm khác nhau được gia công trên các máy có thể tích phun danh nghĩa xác định thì khác nhau.Diện tích ép được xác định cho loại chi tiết riêng biệt và nó là một trong những thông số cơ bản của máy đúc phun. Thông số này có ảnh hưởng tới lực kẹp khuôn, tới kích thước khuôn và tiếp theo là chỉ số kinh tế kỹ thuật của máy. Khi xác định thông số này cần tính đến ảnh hưởng của nó tới khả năng sử dụng rộng rãi của máy để sản xuất các chi tiết khác nhau có cùng trọng lượng và ảnh hưởng đến chỉ số công nghệ kỹ thuật của máy.
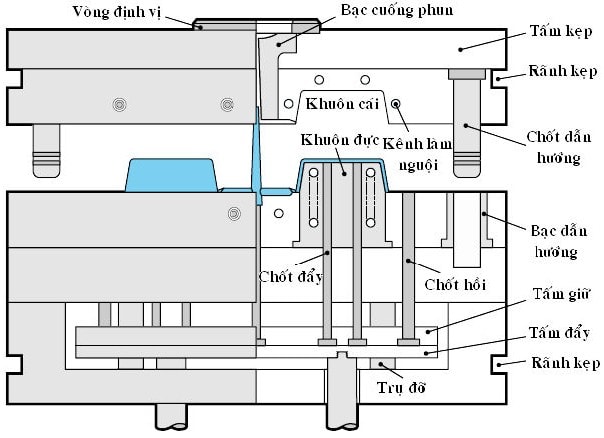
5/ Bàn kẹp
Bàn kẹp có ảnh hưởng rõ rệt tới trọng lượng của máy. Khuôn được kẹp trên bàn nhờ các lỗ ren hoặc các rãnh dọc chữ T hoặc các phương tiện khác nhau phân bố trên bàn kẹp. Kết cấu bộ phận kẹp khuôn của máy được phân biệt theo số trục đỡ và sự bố trí của nó. Đối với máy có thể tích đúc không lớn thường có hai trụ đỡ phân bố theo phương ngang hoặc chéo.
6/ Lực kẹp khuôn
Lực kẹp khuôn của máy được xác định bởi diện tích ép và sự phân bố áp lực trong khuôn. Lực kẹp khuôn có thể tính gần đúng theo biểu thức: P = Po. K. S (N ).
- Po: áp lực ở cửa khuôn ( N/cm3).
- S: diện tích ép ( cm2).
- K: hệ số phụ thuộc vào kết cấu và sự thay đổi áp lực phun.
Khi tăng diện tích ép làm tăng lực kẹp khuôn. Lực kẹp khuôn quyết định đến kết cấu của bộ phận kẹp của máy. Giá trị lực kẹp khuôn phụ thuộc vào công nghệ đúc, tích chất của vật liệu và nhiều yếu tố khác của quá trình ép.
7/ Khoảng cách giữa các tấm kẹp và hành trình của tấm di động
Hai thông số này phụ thuộc vào mặt hàng của sản phẩm đúc. Khoảng cách lớn nhất giữa hai bàn kẹp khuôn và hành trình bàn di động sẽ quyết định đến chiều cao khuôn và tiếp điến chiều cao sản phẩm có thể ép được trên máy ép phun đã cho.