Nội dung bài viết
Hệ thống kênh dẫn nhựa (hay hệ thống cấp nhựa) bao gồm cuống phun, kênh nhựa và cổng nhựa. Kênh nhựa có thể bao gồm kênh nhựa chính và kênh nhựa phụ hoặc chỉ có kênh nhựa chính tùy thuộc vào việc bố trí các lòng trong khuôn.
1/ Chức năng của hệ thống kênh dẫn nhựa là gì?
Chức năng của hệ thống kênh dẫn nhựa là dẫn vật liệu chảy đều với nhiệt độ và áp suất tối thiểu giảm dần tới mỗi lòng khuôn. Điều này có nghĩa là áp suất tại điểm cuối của mỗi cổng nhựa là bằng nhau, nó đúng cho tất cả các lòng khuôn, tổng lượng chảy có thể khác ở mỗi lòng khuôn, nhưng trong một nhánh được thiết kế chính xác, thì sự điền đầy vào lòng khuôn sẽ hoàn toàn khác nhau trong cùng một thời gian. Do đó bước đầu tiên trong thiết kế lòng khuôn là bố trí sắp đặt dòng chảy bằng nhau, mỗi dòng chảy tỉ lệ với mỗi lòng khuôn sao cho tất cả các lòng khuôn được điền đẩy như nhau trong cùng một thời gian. Trong nhiều trường hợp phức tạp, khuôn cũng cân bằng từng phần hoặc cân bằng giả tạo.

2/ Các bộ phận chi tiết của hệ thống kênh dẫn nhựa
2.1/ Cuống phun
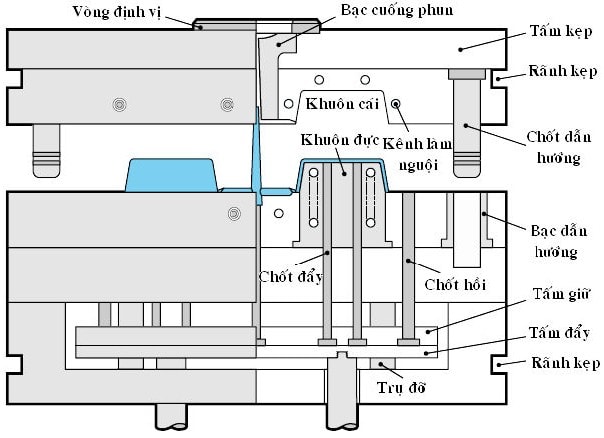
Cuống phun là chỗ nối giữa vòi phun và kênh nhựa. Có rất nhiều kiểu cuống phun, đơn giản nhất là kiểu cuống phun dành cho một tấm. Vấn đề chính trong vùng cuống phun là điều tiết nhiệt độ khác giữa miệng phun và cuống phun. Miệng phun cần được giữ trên nhiệt độ nóng chảy và trên nhiệt độ cuống phun, trong khuôn hệ thống kênh dẫn nhựa lạnh thì cần phải được giữ nhiệt độ khuôn. Đối với khuôn hai tấm thì hệ thống cuống phun được sử dụng thông dụng nhất là loại có bạc cuống phun. Bạc cuống phun được tôi cứng để không bị vòi phun của máy lảm hỏng. Kích thước của cuống phun này được tiêu chuẩn hóa.
2.2/ Kênh nhựa
Kênh nhựa Là đoạn nối giữa cuống phun và miệng phun. Kênh nhựa phải được thiết kế ngắn nhất sao cho có thể nhanh chóng điền đầy lòng khuôn mà không mất nhiều áp lực. Kích thước kênh dẫn nhựa phải đủ nhỏ để giảm phế liệu và áp lực phun nhưng phải đủ lớn để cấp đủ lượng nhựa vào lòng khuôn. Vị trí dẫn nhựa vào lòng khuôn phải hợp lý nhằm đảm bảo vật liệu điền đầy khuôn dễ dàng, dấu được vết cắt rãnh nhằm đảm bảo mỹ quan cho sản phẩm, tránh dẫn trực tiếp vào bề mặt làm việc của chi tiết gây ảnh hưởng xấu đến khả năng làm việc sau này.
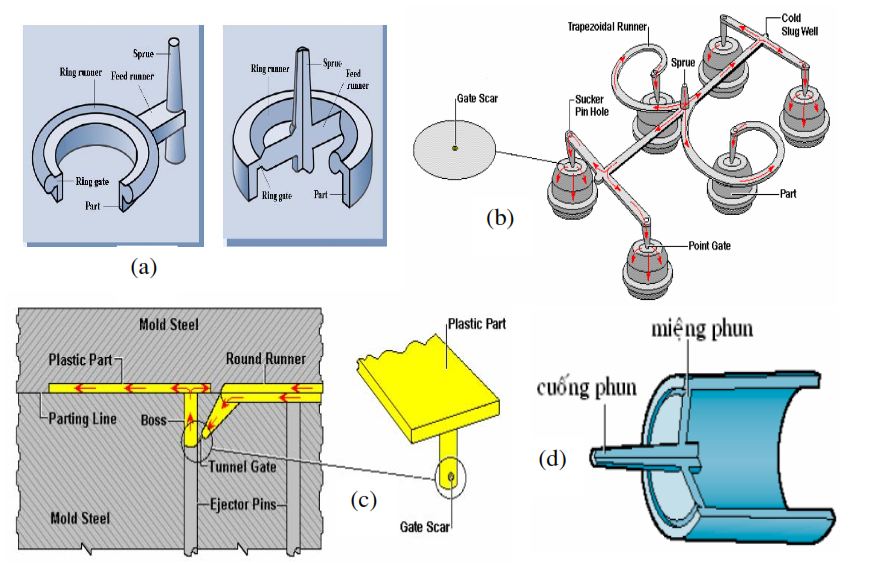
Tổng chiều dài kênh dẫn càng ngắn càng tốt để giảm lực cản trên đường đi và tăng khả năng điền đầy cho khuôn cũng như tiết kiệm nguyên liệu. Hệ thống kênh nhựa được thiết kế có dạng chữ X, H, Z, O, … tùy theo số lượng sản phẩm yêu cầu cho một lần phun. Dưới đây là một số cách bố trí lòng khuôn và hệ thống kênh nhựa thông dụng


Diện tích kênh nhựa và miệng phun được xác định dựa vào yêu cầu của sản phẩm và kinh nghiệm thiết kế của người thiết kế. Miệng phun có tiết diện nhỏ thì khi cắt bỏ dễ và vết cắt để lại trên sản phẩm nhỏ do đó sản phẩm sẽ có hình thức đẹp. Nhưng như thế thì dòng nhựa chảy vào khuôn sẽ khó khăn hơn, tiết diện thường được chọn nhỏ nhất có thể, sau đó dựa vào sản phẩm ở nguyên công đúc thử để quyết định sửa lại vị trí hoặc mở rộng miệng phun, nếu sản phẩm đúc thử có các khuyết tật như: Hụt vật liệu, cong vênh, để lại đường hàn, tạo ra đuôi, co ngót do thiếu vật liệu, có lõm, co do khí không thoát ra khỏi lòng khuôn thì ta sẽ phải điều chỉnh lại miệng phun vào lòng khuôn.
Có nhiều loại kênh nhựa được sử dụng trong công việc thiết kế khuôn. Hiện nay những kiểu kênh nhựa thông dụng nhất đó là: Hình tròn, hình thang, hình chữ nhật trong đó hình tròn là loại được ưa chuộng nhất vì tiết diện ngang là hình tròn cho phép một lượng vật liệu tối đa chảy qua mà không bị mất nhiệt, nhưng kênh nhựa loại này khi gia công sẽ mất nhiều thời gian hơn vì kênh nhựa phải nằm trên hai bên của mặt khuôn.
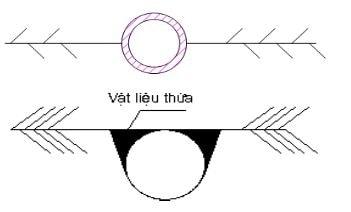
Kênh nhựa hình thang cũng được sử dụng nhiều vì loại này gia công dễ nhưng lượng vật liệu thừa lớn. Loại này có lợi khi kênh nhựa chỉ đi qua một mặt trượt. Loại kênh nhựa hình chữ nhật và hình bán nguyệt là loại kênh nhựa không tốt vì nó hay gây ra nhiều sự cố, loại này hiện nay không được sử dụng nữa.
Kênh nhựa được thiết kế phải được điền đẩy lòng khuôn theo đúng tỷ lệ quy định để tránh quá lượng dẫn đến lãng phí vật liệu cũng như gây ra sự cố sản phẩm bị công vênh. Để tránh điều này cần có sự cân bằng hệ thống kênh nhựa.
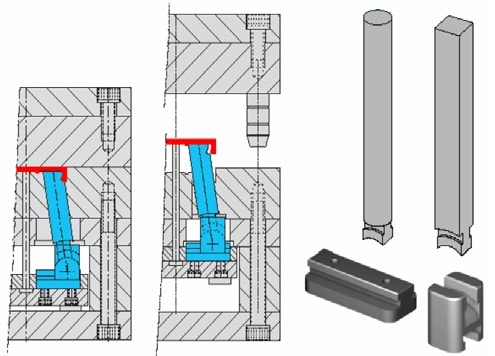
2.3/ Miệng phun
Miệng phun là chỗ mở giữa kênh nhựa và lòng khuôn, nó rất quan trọng vì nếu cổng nhựa càng nhỏ thì khuôn có thể dễ dàng tách ra. Cổng nhựa cần phải đặt ở vị trí có thể điền đầy nhanh nhất và đều. Khi thiết kế khuôn người ta có rất nhiều cách chọn miệng phun, điển hình là các loại sau: Miệng phun cuống phun, miệng phun cạnh, miệng phun kiểu chùm lên phần lòng khuôn, miệng phun kiểu dải quạt, miệng phun hình đĩa, miệng phun vòng tròn đai, miệng phun kiểu đường ngầm, miệng phun kiểu điểm chốt. Trong thực tế tùy theo kết cấu của sản phẩm và kết cấu của khuôn mà người ta chọn miệng phun cho hợp lý.
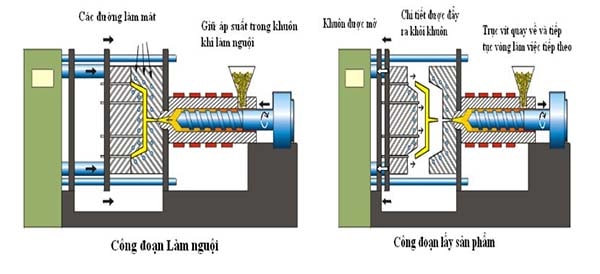
3/ Hệ thống kênh làm mát
Để đạt được thời gian đúc ngắn nhất và đạt chất lượng trên toàn bộ sản phẩm người thiết kế khuôn phải thiết kế hệ thống làm nguội khuôn đồng bộ và đầy đủ ở lòng khuôn và lõi khuôn .

Vị trí này phụ thuộc vào kích thước của sản phẩm và sự khác nhau về độ dày thành. Bộ phận làm nguội nên đặt ở chỗ mà nhiệt khó truyền từ nhựa nóng qua thân khuôn. Các kênh làm nguội được thiết kế cách nhau ít nhất 3mm . Với những kênh dài hơn 150mm thì khoảng cách giữa các kênh là 5mm.
Hệ thống làm nguội đa phần chỉ làm trên hai tấm khuôn là lòng và lõi khuôn, vì nó có ảnh hưởng trực tiếp đến năng suất ép nhựa và tuổi bền khuôn. Hệ thống làm nguội có thể được khoan xung quanh lòng khuôn .
Để kiểm tra nhiệt độ khuôn ta cần kiểm tra lượng chất lỏng làm nguội qua hệ thống làm nguội. Có những hệ thống làm nguội mà ta có thể làm tăng hoặc giảm lượng chất lỏng, những hệ thống này phải được nối với những khuôn có bộ phận kiểm tra.

Có thêm phần kết cấu , hình dáng kênh làm mát trong lòng khuôn , những chú ý khi tháo lắp , vệ sinh kênh làm mát.