Nội dung bài viết
1/ Khuôn ép nhựa là gì?
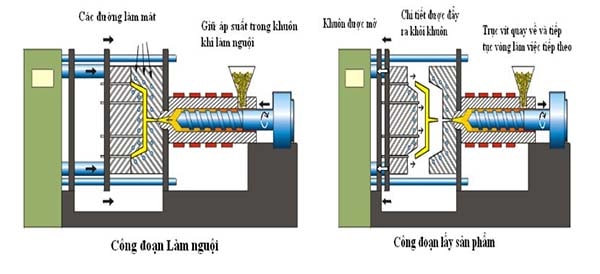
Khuôn là một dụng cụ để định hình một loại sản phẩm nhựa nó được thiết kế sao cho có thể sử dụng cho một số lượng chu trình yêu cầu. Ta cũng có thể định nghĩa khuôn như sau: Khuôn là một cụm chi tiết gồm nhiều chi tiết lắp với nhau, ở đó nhựa được phun vào, được làm nguội, rồi đẩy sản phẩm ra.
Kích thước và kết cấu của khuôn phụ thuộc vào kích thước và hình dáng sản phẩm. Sản lượng sản phẩm là một yếu tố quan trọng trong quá trình thiết kế khuôn, nếu yêu cầu sản xuất hàng loạt nhỏ thì không cần đến khuôn nhiều lòng khuôn hoặc khuôn có kết cấu cao cấp.
Hai bước quan trọng nhất trong tính toán thiết kế khuôn là thiết kế sản phẩm và thiết kế khuôn. Bước đầu tiên trong thiết kế khuôn là có bản vẽ hoàn chỉnh về sản phẩm bao gồm: Dung sai (sai số cho phép) tốt nhất là sử dụng những sai số hình học để giảm những giá trị không rõ ràng, phác thảo các góc độ khác nhau, yêu cầu kỹ thuật bề mặt và vật liệu Polymer được sử dụng. Và một mẫu ban đầu hoặc mô hình 3D sẽ rất thuận lợi khi thiết kế. Nếu chi tiết phức tạp hoặc mẫu đặc biệt thì có dùng máy tính để sử dụng các phần mềm có sẵn trên thị trường. Bước tiếp theo là lựa chọn kiểu máy và kiểu khuôn, đây là bước quyết định đến số lượng sản phẩm trong một lần đúc từ đó ảnh hưởng đến năng suất và sản lượng. Khi chọn máy và kiểu khuôn cần lưu ý đến khối lượng phun của máy và thể tích lòng khuôn. Trên cơ sở kiểu khuôn đã chọn ta tiến hành thiết kế chi tiết: Chọn vị trí mặt phân khuôn, các tấm, cổng phun, các kênh dẫn nhựa, hệ thống đẩy sản phẩm, lõi…
2/ Cấu tạo khuôn ép nhựa
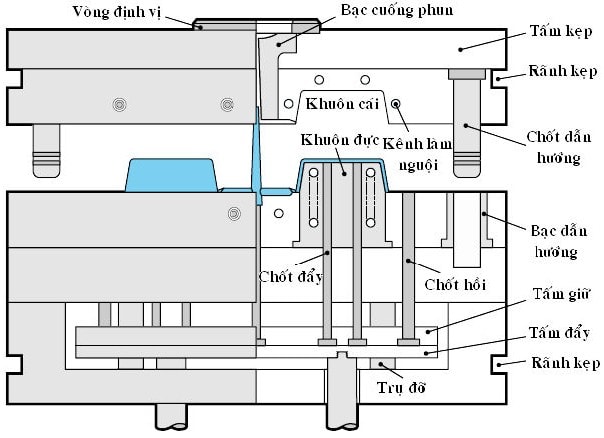
- Tấm kẹp trên: Tấm này có tác dụng kẹp chặt tấm khuôn trên và tấm kẹp trên thành một khối và kẹp chặt cả khối này bàn tĩnh của máy ép nhựa.
- Tấm khuôn trên: Là bộ phận quan trọng nhất vì nó là hình bao ngoài của sản phẩm. Nó quyết định đến độ chính xác của khuôn cũng như độ chính xác của sản phẩm. Bề mặt ngoài của sản phẩm đẹp hay xấu, chính xác hay không là phụ thuộc hoàn toàn vào khi ta gia công tấm khuôn này.
- Bạc định vị: Đảm bảo vị trí thích hợp của khuôn với vòi phun.
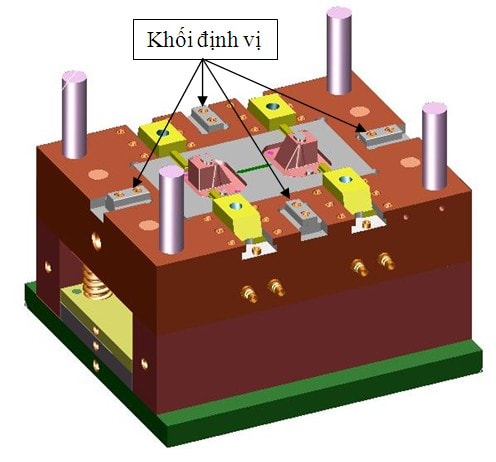
- Bộ định vị: Đảm bảo sự phù hợp giữu phần cố định và phần chuyển động của khuôn. Nó bao gồm chốt định vị và bạc định vị.
- Tấm đỡ: Giữ cho mảnh ghép của khuôn không bị rơi ra ngoài.
- Thanh kê: Dùng làm phần ngăn giữa tấm đỡ và tấm kẹp phía dưới để cho giàn đẩy hoạt động được.
- Tấm kẹp dưới: Tấm này kẹp toàn bộ cụm khuôn dưới thành một khối và kẹp khối này vào bàn máy động của máy ép nhựa.
- Chốt đẩy: Dùng để đẩy sản phẩm ra khỏi khuôn khi khuôn mở.
- Tấm kẹp đẩy: Giữ chốt đẩy, chốt hồi, chốt giật cuống.
- Tấm đẩy: Dùng để chặn các chốt lắp trên tấm kẹp đẩy trong quá trình đẩy sản phẩm ra ngoài không thể rơi các chốt ra được. Tấm đẩy và tấm kẹp đẩy được bắt chặt thành một khối và được gọi là giàn đẩy. Giàn đẩy nằm phía dưới khuôn dưới và trên tấm kẹp dưới.
- Chốt hồi: Làm cho giàn đẩy có thể quay trở về khi khuôn đóng lại.
- Trụ kê: Dẫn hướng chuyển động và đỡ cho tấm đẩy, tránh cho tấm khuôn khỏi bị cong do áp lực đẩy cao, tăng tuổi thọ cho khuôn.
- Tấm khuôn dưới: Là một bộ phận cũng rất quan trọng, nó là đường bao quyết định hình dáng bên trong của sản phẩm. Khuôn dưới và khuôn trên kết hợp với nhau để tạo ra hình dáng hoàn chỉnh của chi tiết. Khuôn trên là bộ phận đứng yên, khuôn dưới là bộ phận di động.
3/ Yêu cầu kỹ thuật chung của khuôn
- Đảm bảo độ chính xác về kích thước, hình dáng biên dạng sản phẩm.
- Đảm bảo độ bóng cần thiết cho cả lòng khuôn và lõi để đảm bảo độ bóng của sản phẩm.
- Đảm bảo vị trí chính xác về tương quan giữa 2 nửa khuôn.
- Đảm bảo lấy sản phẩm ra khỏi khuôn một cách dễ dàng.
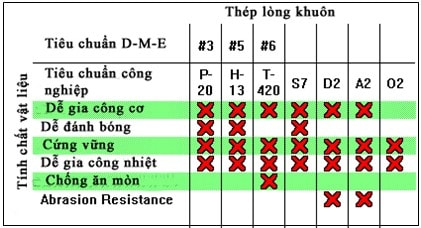
- Vật liệu chế tạo khuôn phải có tính chống mòn cao và dễ gia công.
- Khuôn phải đảm bảo độ cứng khi làm việc tất cả bộ phận của khuôn không được biến dạng hoặc lệch khỏi vị trí cần thiết khi chịu lực ép lớn (vài trăm tấn)
- Khuôn phải có hệ thống làm lạnh bao quanh lòng khuôn sao cho lòng khuôn phải có nhiệt độ ổn định để vật liệu dễ điền đầy vào lòng khuôn và định hình nhanh chóng trong lòng khuôn từ đó rút ngắn chu kì ép và tăng năng suất.
- Khuôn phải có kết cấu hợp lý không quá phức tạp sao cho phù hợp với khả năng công nghệ hiện có.
4/ Phân loại
4.1/ Khuôn 2 tấm
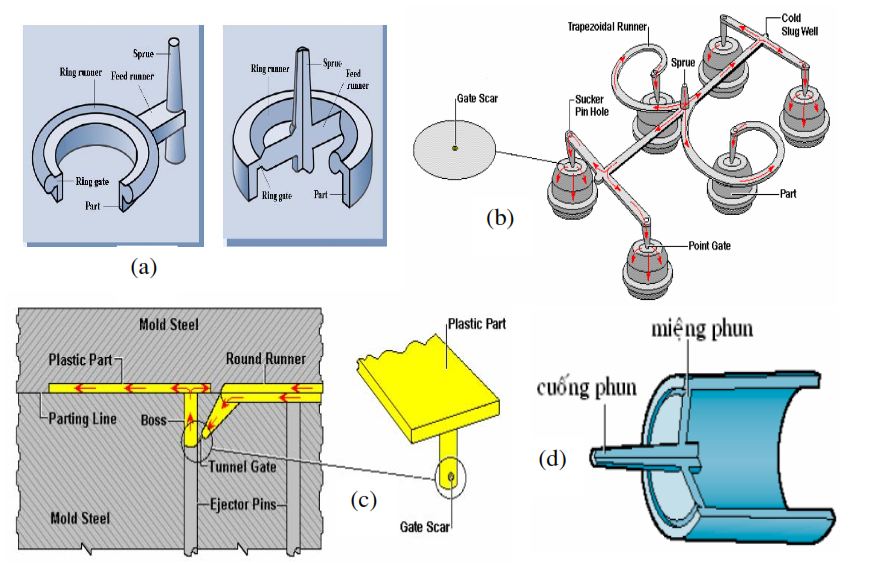
Có kết cấu đơn giản và thường được sử dụng nhất. Khi lấy sản phẩm thì chỉ có một khoảng sáng nên còn được gọi là khuôn một khoảng sáng, khi đó sản phẩm ra khỏi khuôn nó dính liền với kênh dẫn nhựa và cổng nhựa do đó cần phải có một công đoạn khác để tách lấy riêng sản phẩm. Tuy nhiên loại khuôn này tiết kiệm được vật liệu do kênh nhựa ngắn.

4.2/ Khuôn 3 tấm
Có kết cấu phức tạp hơn khuôn 2 tấm. Khi khuôn mở sẽ xuất hiện 2 khoảng sáng, một khoảng để lấy sản phẩm, khoảng sáng còn lại để lấy kênh dẫn nhựa. Nghĩa là kênh nhựa và cổng nhựa được tự động tách ra khỏi sản phẩm khi mở khuôn. Loại khuôn này tốn vật liệu do kênh dẫn nhựa dài.

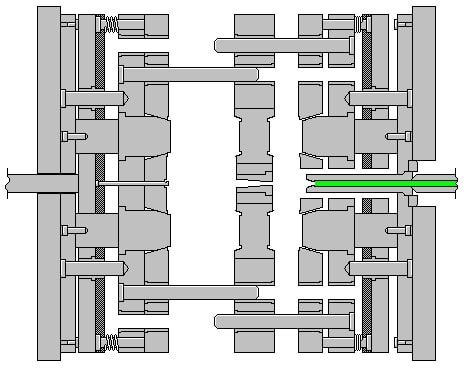
4.3/ Khuôn nhiều tầng.
Về kết cấu thường có 3 cụm khuôn trong đó cụm khuôn ở giữa ở cả hai mặt là lòng khuôn. Khi khuôn mở sẽ tạo ra 2 khoảng trống thì cả 2 khoảng đều để sản phẩm rơi ra. Loại khuôn này phù hợp với số lượng sản phẩm lớn, giảm lực kẹp của máy, tuy nhiên hệ thống đẩy rất phức tạp.
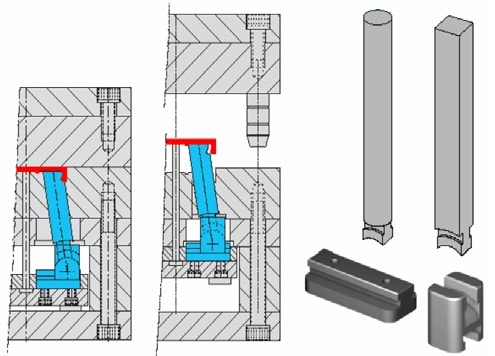
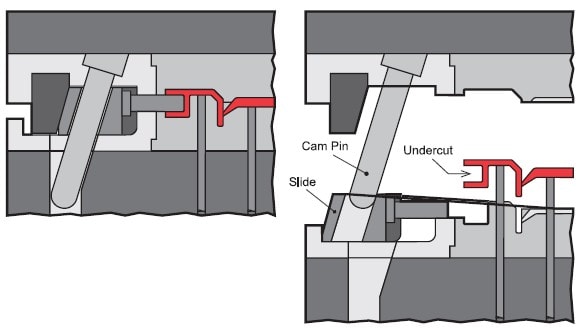
4.4/ Khuôn tháo chốt ngang
Thông thường sản phẩm được đẩy ra khỏi khuôn theo phương đóng mở khuôn. Tuy nhiên trên các sản phẩm nếu có lỗ ngang hoặc hõm ngang thì việc đẩy sản phẩm không thể thực hiện được. Muốn lấy sản phẩm ra khỏi khuôn ta cần phải rút các chi tiết tạo hõm ngang hoặc lỗ ngang. Vì vậy người ta gọi là khuôn tháo chốt ngang. Để tháo chốt ngang có thể sử dụng chuyển động mở khuôn thông qua việc dùng chốt xiên hoặc dùng xilanh thủy lực tạo chuyển động ngang độc lập với việc mở khuôn

5/ Số lượng sản phẩm trên một khuôn
- Khuôn 1 ổ: Trên khuôn chỉ có một khoang khuôn, cho ta 1 sản phẩm. Thường được dùng để sản xuất sản phẩm có kích thước lớn.
- Khuôn nhiều ổ: Trên khuôn có nhiều khoang khuôn và cho ta nhiều sản phẩm 1 lượt. Thường áp dụng cho sản phẩm có kích cỡ nhỏ và số lượng lớn.

6/ Tiêu chuẩn các chi tiết trong một bộ khuôn
Hiện nay, với sự phát triển mạnh của công nghệ sản xuất khuôn thì việc sử dụng các chi tiết tiêu chuẩn trở lên phổ biến. Sản xuất khuôn không phải đi gia công từng chi tiết, bộ phận của khuôn mà ta chỉ thiết kế sản xuất lòng (Cavity) và lõi (Core) khuôn rồi lắp vào bộ khuôn tiêu chuẩn. Việc làm này làm giảm thời gian chi phí sản xuất khuôn tới mức tối đa. Có rất nhiều các hãng sản xuất các bộ khuôn tiêu chuẩn và chi tiết khuôn tiêu chuẩn như FUTABA, MISUMI, HASCO…với các chi tiết tiêu chuẩn như: Chốt bạc dẫn hướng, bu lông, chốt đẩy, chốt hồi, cuống phun, vòng định vị, cút nối đường nước…Tất cả đều được chế tạo các kích thước theo tiêu chuẩn và rất đa dạng về chủng loại giúp cho người thiết kế và chế tạo khuôn đều rất nhanh chóng và đơn giản, hạ giá thành và tăng năng suất.