Nội dung bài viết
1/ ĐÚC TRONG KHUÔN KIM LOẠI
1.1/ Khái niệm
Đúc trong khuôn kim loại là qúa trình đúc cho kim loại, hợp kim lỏng kết tinh trong lòng khuôn làm bằng kim loại có độ dẫn nhiệt cao, tạo vật đúc có cơ tính tốt.
1.2/ Đặc điểm
- Ưu điểm
- Tốc độ kết tinh nhanh, độ hạt kim loại nhỏ lên vật đúc có cơ tính cao.
- Khuôn đúc có độ bền cao, sử dụng được nhiều lần.
- Do bề mặt khuôn bóng nên chất lượng bề mặt vật đúc cao.
- Quá trình đúc trong khuôn kim loại tăng năng suất, giảm độc hại.
- Nhược điểm
- Tốc độ nguội nhanh lên không đúc được các hợp kim có tính chảy loảng kém và nhiệt độ nóng chảy cao (chủ yếu đúc kim loại màu).
- Do khuôn không có tính lún lên vật đúc dễ xuất hiện vết nứt tế vi (đặc biệt những hợp kim có tính co lớn).
- Phải tạo hệ thống thoát khí phức tạp (đặc biệt là những chi tiết lớn).
- Khuôn khó gia công nên không đúc được các vật đúc phức tạp, khi cần sản xuất thì giá thành khuôn cao.
Do đó đúc trong khuôn kim loại chủ yếu áp dụng cho sản xuất hàng loạt lớn.
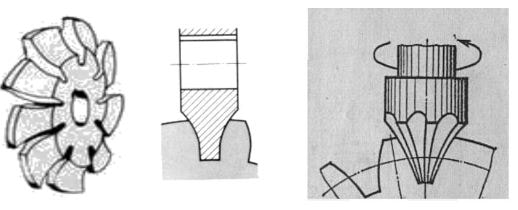
1.3/ Đặc điểm về kết cấu khuôn lõi
- Khuôn thường là loại hai nửa để tháo lắp khi dỡ vật đúc.
- Khi đúc vật đúc có nhiều tiết diện khác nhau thì phải làm khuôn nhiều phần.
- Với vật đúc có chiều dài lớn phải bố trí nhiều hệ thống rót.
- Lõi có hai loại:
- Lõi làm bằng hỗn hợp làm khuôn: đúc các vật đúc có phần rỗng phức tạp – để tăng cường hệ
thống thông hơi. - Lõi kim loại: thường dùng cho các vật đúc đơn giản, khi thiết kế phải chú ý việc tháo lõi ra
khỏi vật đúc.
- Lõi làm bằng hỗn hợp làm khuôn: đúc các vật đúc có phần rỗng phức tạp – để tăng cường hệ
Kết cấu của khuôn kim loại
2/ ĐÚC DƯỚI ÁP LỰC
2.1/ Khái niệm
Đúc dưới áp lực là qúa trình đúc kim loại và hợp kim lỏng kết tinh trong lòng khuôn bằng kim loại. Kim loại, hợp kim lỏng được rót vào khuôn dưới áp lực cao (60 100) at. Vật đúc tạo thành có mật độ kim loại cao, cơ tính tốt.
2.1/ Đặc điểm
Ưu điểm
- Tốc độ nguội nhanh, độ hạt nhỏ, cơ tính cao.
- Độ bóng bề mặt vật đúc cao
- Đúc được những vật mỏng và phức tạp
- Tốc độ dòng chảy kim loại cao làm tăng khả năng điền đầy lòng khuôn.
- Tạo dòng chảy rối, chất lượng đồng đều, ít bị rỗ khí.
- Năng suất đúc cao
Nhược điểm
- Thiết bị phức tạp
- Dưới áp lực cao, vận tốc dòng kim loại lỏng lớn làm cho khuôn chóng mòn, do đó vật liệu chế tạo khuôn phải có độ bền cao.
- Không sử dụng được lõi cát, chỉ sử dụng lõi kim loại do đó không đúc được các vật đúc có phần rỗng phức tạp.
- Ít dùng để đúc kim loại đen
2.3/ Một số phương pháp đúc áp lực
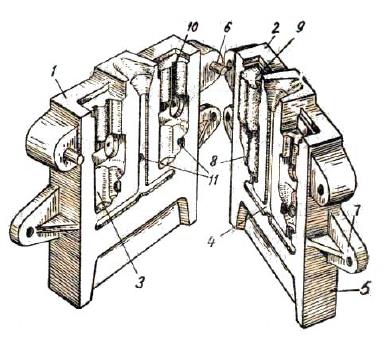
2.3.1/ Đúc áp lực trong buồng ép nóng
Nguyên lý: buồng tạo áp lực nằm trong lòng kim loại lỏng.
[row ] [col span=”1/2″ ]- Cơ cấu nâng hạ piston
- Piston ép
- Bể chứa kim loại lỏng
- Kim loại lỏng
- Buồng tạo áp lực
- Đường dẫn kim loại lỏng vào khuôn
Sơ đồ đúc áp lực trong buồng ép nóng
[/col] [/row]Đặc điểm: kim loại lỏng có nhiệt độ ổn định nên vật đúc đồng đều, năng suất cao. Tuy nhiên hệ thống piston ép và buồng tạo áp lực chóng mòn, nên ít dùng để đúc kim loại có nhiệt độ nóng chảy cao
2.3.2/ Đúc áp lực trong buồng ép nguội
Nguyên lý: buồng ép cách ly với kim loại lỏng, mỗi lần đúc là một lần rót kim loại lỏng vào xilanh.
[row ] [col span=”1/2″ ]- Piston dưới
- Kim loại lỏng
- Xilanh
- Piston trên
- Đường dẫn kim loại lỏng vào khuôn
- Lòng khuôn

Sơ đồ đúc áp lực trong buồng ép nguội
[/col] [/row]Đặc điểm:So với đúc áp lực trong buồng ép nóng, đúc áp lực trong buồng ép nguội có thể dùng để đúc kim loại có tính chảy loảng thấp hơn , nhiệt độ nóng chảy cao hơn
3/ ĐÚC LY TÂM
3.1/ Khái niệm
Đúc ly tâm là qúa trình đúc kim loại, hợp kim lỏng kết tinh trong lòng khuôn bằng kim loại và khuôn được quay quanh trục. Quá trình tạo hình vật đúc nhờ lực ly tâm tác động vào kim loại lỏng.
3.2/ Đặc điểm
- Ưu điểm
- Vật đúc khi kết tinh tạo ra dạng hạt nhỏ nhờ lực ly tâm nên cơ tính cao.
- Có thể đúc các vật rỗng mà không cần làm lõi.
- Vật đúc có mật độ kim loại cao.
- Vật đúc sạch do tạp chất, xỉ và phi kim nhẹ có lực ly tâm bé không bị lẫn vào kim loại vật đúc.
- Không cần dùng hệ thống rót nên tiết kiệm được kim loại
- Có thể chế tạo các chi tiết có nhiều lớp kim loại khác nhau
- Nhược điểm
- Phần lõi của vật đúc chất lượng xấu do đó để lượng dư gia công lớn do đó khó nhận được đường kính trong chính xác
- Khi đúc ly tâm đứng tạo biên dạng phức tạp.
- Chủng loại sản phẩm không đa dạng, chủ yếu có dạng tròn xoay và rất khó thay đổi tiết diện.
- Khuôn cần phải cân bằng và kín
- Vật đúc dễ bị thien tích theo tiết diện ngang
3.3/ Các phương pháp đúc ly tâm
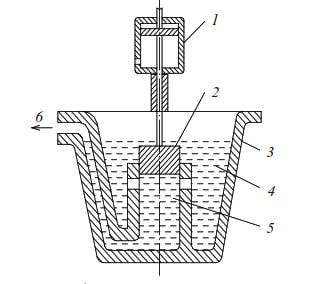
3.3.1/ Đúc ly tâm đứng
- Đúc ly tâm đứng là phương pháp đúc ly tâm mà trục quay của khuôn theo phương thẳng đứng

Sơ đồ nguyên lý đúc ly tâm đứng
- Đặc điểm:
- Tập trung xỉ ở đáy.
- Cơ tính vật đúc cao.
- Thành vật đúc có chiều dày thay đổi.
- Đúc ly tâm đứng không đúc được vật đúc có chiều cao quá lớn
3.3.1/ Đúc ly tâm nằm ngang
Đúc ly tâm nằm ngang là phương pháp đúc ly tâm mà trục quay của khuôn theo phương nằm ngang.
[row ] [col span=”1/2″ ]- Kim loại lỏng
- Khuôn đúc
- Hệ thống rót

Sơ đồ nguyên lý đúc ly tâm nằm ngang
[/col] [/row]Đặc điểm:
- Đúc được vật đúc có chiều dài lớn với thành có chiều dày không đổi.
- Lượng dư gia công không cần quá lớn.
- Bố trí hệ thống rót phức tạp.
- Khó đúc những hợp kim có tính chảy loảng thấp.
- Đúc ly tâm ngang không đúc được ống có đường kính quá nhỏ
4/ ĐÚC MẪU CHẢY
4.1/ Khái niệm
Đúc mẫu chảy là qúa trình đúc mà mẫu làm bằng vật liệu dễ chảy. Trong qúa trình làm khuôn không thực hiện việc rút mẫu mà sấy nóng khuôn cho mẫu tự chảy ra theo hình lòng khuôn.
Thành phần vật liệu dễ chảy: 70% nhựa thông + 20% sáp + 10% parafin hoặc 70% Stearin + 30% parafin.
4.2/ Phạm vi áp dụng
- Đúc các vật đúc có hình dạng rất phức tạp.
- Đúc các kim loại, hợp kim có nhiệt độ nóng chảy thấp, tính chảy loảng cao.
4.3/ Phương pháp làm khuôn khi đúc mẫu chảy
- Làm mẫu và làm hệ thống rót.
- Gắn mẫu vào hệ thống rót.
- Sơn mẫu và hệ thống rót.
- Đặt hòm và đổ hỗn hợp làm khuôn.
- Sấy khuôn, đổ mẫu lỏng ra ngoài.

.Sơ đồ đúc trong khuôn mẫu chảy
5/ ĐÚC LIÊN TỤC
5.1/ Khái niệm
Đúc liên tục là qúa trình đúc mà kim loại lỏng khi rót vào khuôn thì khuôn được làm mát liên tục, vật đúc tạo thành kết tinh tới đâu lấy ra tới đó. Kim loại lỏng được rót liên tục vào khuôn.
5.2/ Đặc điểm
- Ưu điểm
- Tổ chức hạt của vật đúc rất nhỏ, cơ tính cao.
- Trong qúa trình rút vật đúc ra khỏi khuôn, tạo bề mặt vật đúc có độ bóng cao.
- Năng suất cao, dễ cơ khí hoá và tự động hoá.
- Do kim loại lỏng được bổ sung liên tục lên không cần hệ thống ngót.
- Nhược điểm
- Dễ tạo vết nứt do kết tinh quá nhanh (đặc biệt là với kim loại có tính co lớn).
- Không đúc được những vật thay đổi tiết diện theo chiều dài
- Áp dụng trong sản xuất hàng loạt và sản phẩm có hình dạng đơn giản.
5.3/ Các dạng sản phẩm
- Đúc ống.
- Đúc thỏi.
- Đúc tấm.
Sơ đồ công nghệ đúc ống liên tục:
[row ] [col span=”1/2″ ]- Khuôn đúc
- Rót kim loại lỏng vào khuôn
- Sản phẩm đúc
- Tấm đỡ sản phẩm
- Bàn kéo

Sơ đồ nguyên lý đúc ống liên tục
[/col] [/row]6. KIỂM TRA KHUYẾT TẬT VẬT ĐÚC
6.1. Các dạng khuyết tật vật đúc
- Lõm co.
- Rỗ co.
- Rỗ khí.
- Lẫn xỉ.
- Thiên tích.
- Tồn tại ứng suất dư.
- Cơ tính không đều.
- Biến trắng bề mặt (đúc gang)
6.2. Các phương pháp kiểm tra
- Kiểm tra bằng mắt: chỉ phát hiện khuyết tật tập trung ở mặt ngoài.
- Kiểm tra cơ tính: chủ yếu kiểm tra HRC.
- Kiểm tra thành phần hoá học.
- Kiểm tra khuyết tật bên trong:
- Phương pháp thẩm thấu.
- Phương pháp dùng tia Rơnghen.
- Phương pháp dùng tia gama
- Phương pháp dùng siêu âm.