Nội dung bài viết
Tổng hợp những các gia công bánh răng trụ được sử dụng trong quá trình gia công cơ khí, những phương pháp này là quy trình công nghệ cơ sở của những phương pháp gia công hiện đại và tiên tiến. Trước khi đi vào gia công phải tính toán các thông số về đường kính vòng chân, vòng chia, vòng đỉnh, số răng cũng như một loạt những tham số cấu thành một bánh răng hoàn chỉnh. Để biết cách tính toán hãy xem bài viết ==> Các kiến thức cần thiết về bánh răng
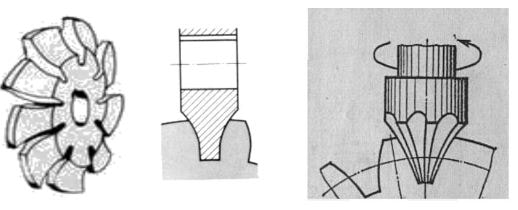
1/ Phay chép hình
Được gia công trên máy phay vạn năng.
Sử dụng dụng cụ cắt là một con dao phay có hình dạng của rãnh bánh răng.
Phôi được gá trên bàn máy và dùng đầu chia độ để chia đều số răng trong quá trình cắt.
- Nhược điểm:
- Đạt độ chính xác thấp.
- Bánh răng sau gia công vẫn tồn tại những sai số biên rãnh và chia độ
2/ Xọc răng định hình
Dụng cụ cắt đơn giản.
Tuy nhiên năng suất thấp do thời gian chạy không và hiệu chỉnh quá lớn nên ít được áp dụng.
Thích hợp sản suất đơn chiếc, thử nghiệm.
3/ Chuốt định hình
- Ưu điểm
- Năng suất và độ chính xác cao
- Có thể sản xuất hàng loạt lớn, hàng loạt khối
- Có thể chuốt một hoặc nhiều rãnh răng cùng lúc.
- Nhược điểm:
- Lực cắt khi chuốt lớn

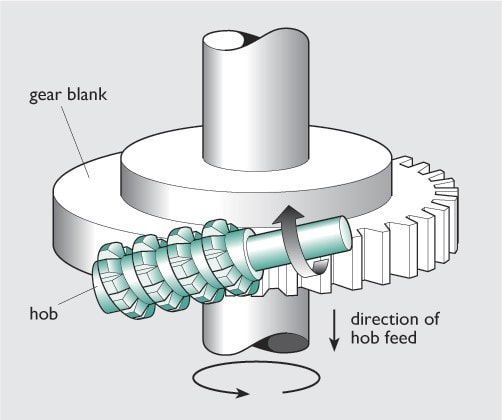
4/ Phay lăn răng
Chuyển động quay của dao và chuyển động quay của chi tiết phải nằm trong xích truyền động của bao hình.
Gia công trên máy phay chuyên dùng
Dao phay quay, cắt liên tục và tịnh tiến
Có thể phay thuận hoặc phay nghịch
Dao phay chế tạo phức tạp, giá thành cao
5/ Xọc bao hình
a/ Xọc bằng dao xọc bánh răng.
Lặp lại chuyển động ăn khớp của 2 bánh răng
Tỷ số truyền trong chuyển động của dao: nct/nd = Zd/Zct
- Chuyển động tạo hình
- Chuyển động lên xuống của đầu dao để gia công hết bề rộng răng.
- Chuyển động tiến dao hướng kính để gia công đạt chiều cao răng.
- Chuyển động nhường dao.
- Đặc điểm
- Độ chính xác cao, dễ chế tạo chính xác.
- Phương pháp duy nhất gia công bánh răng nhiều bậc mà khoảng cách giữa các bậc nhỏ
- Năng suất không cao

b/ Xọc bằng dao xọc răng lược
Dao dễ chế tạo chính xác.
Máy phức tạp về mặt động học
Năng suất không cao do vận tốc và quán tính đầu dao

6/ Phay
a/ Loại 1
Dao chia modul trên máy phay vạn năng có đầu chia độ
Dùng gia công bánh răng côn có độ chính xác không cao, modul lớn

b/ Loại 2
Nguyên lý dữa vào sự ăn khớp của bánh răng cần gia công với bánh răng dẹt sinh
Dùng 2 dao phay dĩa csó đường kính lớn .
Năng suất cao, độ nhám bề mặt cao. Cấp chính xác 6

7/ Chuốt
Chuốt bánh răng côn có mudul nhỏ
Năng suất cao những mỗi modul cần một loại dao -> sản xuất hàng loạt lớn

8/ Bào
Bào bánh răng côn theo dưỡng
Modul lớn, cấp chính xác 9 – 11. Độ chính xác không cao do sai số biên dạnh dưỡng chép hình, sai số động học cơ cấu truyền động





