Cấu tạo cơ bản máy phay CNC 5 trục
1. Hệ toạ độ trong không gian
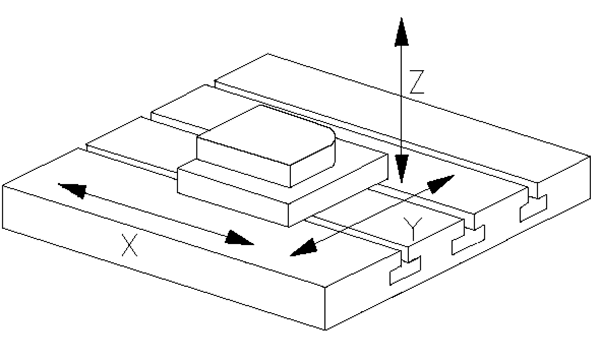
Trong không gian như ta đã biết một vật tồn tại 6 bậc tự do, 3 tịnh tiến dọc trục và 3 quay quanh các trục của nó. Từ hình ảnh bạn có thể dễ dàng hình dung các trục chuyển động. Khi chế tạo máy CNC ngoài 6 trục mặc định thì nhà sản xuất máy còn thêm 3 trục phụ là U,V,W

Hệ trục tọa độ trong không gian
2. Các cấu tạo cơ bản của máy phay CNC 5 trục.
hiện tại của một số nhà sản xuất nổi tiếng trên thế giới đưa ra nhiều loại kết cấu máy khác nhau, dưới đây là một số loại kết cấu cơ bản
2.1. Table-Table (bàn-bàn)
đây là dạng kết cấu cơ bản rất hay gặp ở nhưng máy có kích thước vừa và nhỏ thường là 2 trục xoay A hoặc B (kiểu xoay A,C là thông dụng nhất)
[row ] [col span=”1/2″ ]
Kiểu Table-Table (A,C)
[/col] [col span=”1/2″ ]
Kiểu Table-Table (B,C)
[/col] [/row]2.2. Head-Head (đầu- đầu)
Với kết cấu máy kiểu Head-Head thường kết cấu máy có kích thước lớn, tích hợp đầu gia công 5 mặt khi này toàn bộ đầu mang dao sẽ được thay thế bằng đầu gia công 5 mặt. việc thay thế linh hoạt nay giúp tăng độ cứng vững cũng như độ chính xác trong gia công, tang tuổi bền máy…
[row ] [col span=”1/3″ ]
Kiểu Head-Head (A,C)
[/col] [col span=”1/3″ ]
Kiểu Head-Head (B,C)
[/col] [col span=”1/3″ ]
Kiểu thay đầu 5 trục và 5 mặt
[/col] [/row]2.3. Kiểu Head-table (đầu-bàn)
Kiểu kết cấu này thường kích thước máy hạng trung, bàn máy có hệ thống thay palet tự động, ngoài ra kết cấu này người ta thường bố trí máy đầu ngay hoặc đứng
[row ] [col span=”1/2″ ]
Kiểu Head-Table (A,C)
[/col] [col span=”1/2″ ]
Kiểu Head-Table (A,C) đầu ngang 5 trục thiết lập trên mastercam sumilation
[/col] [/row]Các chuyển động trên máy phay 5 trục
Trên máy phay 5 trục thì thường chúng ta hình dung các chuyển động như thế nào? chuyển động 3+2 hoặc chuyển động đồng thời 5 trục dưới đây tôi sẽ trình bầy cơ bản các chuyển động để chúng ta dể hình dung, về cơ bản tôi sẽ dung hình ảnh minh họa, sau này tới phần lập trình trên mastercam tôi sẽ đi cụ thể các lựa chọn trong từng lệnh, khi nào thi ta sẽ dùng tới các lệnh đó.
1. Gia công 3 trục, 3+2 hoặc 5 trục
[row ] [col span=”1/3″ ]

Chuyển động 3 trục đồng thời X,Y,Z
[/col] [col span=”1/3″ ]
Chuyển động đồng thời 5 trục
Trục C quay, trục A hoặc B xoay, trục X,Y,Z tịnh tiến

Trục A hoặc B phân độ cố định, trục C quay kết hợp với các trục X,Y,Z, thường thì đây giống chuyển động trên máy 5 mặt
[/col] [col span=”1/3″ ] Trục A phân độ 90, trục C quay quanh trục kết hợp trục Y chuyển động vào ra
Trục A phân độ 90, trục C quay quanh trục kết hợp trục Y chuyển động vào ra

Trục C quay kết hợp trục X,Y chuyển động, trục A hoặc B phân độ trước cố định
[/col] [/row]
Trục X,Y chuyển động kết hợp trục A hoặc B quay
2. Gốc tọa độ trong gia công 5 trục được mặc định như thế nào?
Thông thường một số máy CNC cũ hệ FANUC sử dụng lện G68, G11 để xoay hoặc di chuyển gốc tọa độ, khi di chuyển hoặc xoay nó vẩn lấy gốc G54 làm gốc tham chiếu, hiện nay các dòng máy mới khi mua thường có thêm các bộ options đi theo kèm, bạn chỉ cần khai báo góc xoay, tọa độ X,Y,Z của điểm tới là xong, ngoài ra quá trình lấy gốc phôi củng được thực hiện tự động bằng đầu dò. Dưới đây tôi sẽ trình bày một số nguyên lý di chuyển gốc trong gia công 3+2 bằng hình ảnh
[row ] [col span=”1/2″ ]
Gốc tọa độ mới được di chuyển từ gốc ban đầu G54
[/col] [col span=”1/2″ ] Gốc tọa độ mới di chuyển cách gốc cũ một đoạn X,Y,Z và xoay đi một góc để gia công lỗ trên bề mặt nghiêng
Gốc tọa độ mới di chuyển cách gốc cũ một đoạn X,Y,Z và xoay đi một góc để gia công lỗ trên bề mặt nghiêng
Vậy bây giờ ta muốn lấy tâm và chạy chi tiết như hình dưới đây trên máy có đầu dò tự động thì làm như thế nào?

Chi tiết cần gia công
[row ] [col span=”1/3″ ]
Bước 1: Đưa đầu dò xác định và thiết lập mặt phẳng
[/col] [col span=”1/3″ ]
Bước 2: Đưa đầu dò chạm vào 3 điểm ở 2 cạnh xác định được giao điểm của 2 cạnh
[/col] [col span=”1/3″ ]
Bước 3: Đưa đầu dò chạm vào mặt trên xác định chiều cao Z tất cả các quá trình trên đều có thể thao tác bằng tay hoặc tự động bằng chương trìnhthiết lập sẳn trên máy cnc
[/col] [/row]3. Kiểm tra vị trí tâm xoay trên máy CNC 5trục (Table-Table)
Machine Rotary Home Position (MRHP)
[row ] [col span=”1/2″ ]
Vị trí Home (MHP) X0.Y0.Z0.A0.B0.
[/col] [col span=”1/2″ ]

Program Zero Position (PZP)
(PZP) là từ viết tắt của Program Zero Position (vị trí điểm gốc chương trình) Trong phần mềm ta chỉ cần biết 2 thông số MRHP và PZP khi đó dao sẽ chạy trong gốc PZP , điều này sẽ giải thích kỹ hơn trong phần hướng dẫn lập trình trên phần mềm mastercam.
3.1. Kiểm tra độ phẳng

Dùng đồng hồ so kiểm tra độ phẳng của mặt bàn có thể di chuyển đầu dò lên 4 điểm trên bàn máy hoặc cho trục C quay quanh tâm của nó, chú ý tại vị trí này trục A phải ở vị trí A0.
Bài viết được chia sẻ từ tài liệu của anh Hoàng Văn Thiệu
- Facebook: https://www.facebook.com/thieubkdn
- số điện thoại: 01644453359