Để vận hành máy tiện có hiệu quả, người thợ phải quan tâm đến tầm quan trọng của tốc độ cắt và lượng ăn dao. Thời gian có thể bị lãng phí nếu độ trục chính của máy tiện không điều chỉnh thích hợp và nếu tốc độ ăn dao phù hợp không được lựa chọn đúng.
Tốc độ cắt
Tốc độ cắt vật liệu của máy tiện (CS) có thể được định nghĩa là tốc độ một điểm trên chu vi ,ảt liệu di chuyển qua dụng cụ cắt. Ví dụ, nếu kim loại có CS là 90 ft/min, tốc độ trục chính phải được điều chỉnh sao cho 90 ft trên chu vi vật liệu sẽ đi qua dụng cụ cắt trong một phút. Tốc độ cắt luôn luôn được biểu diễn bằng feet trên phút (ft/min) hoặc bằng mét trên phút (m/ min). Bạn không nên lẩm lẫn cs của kim loại với số vòng quay của chi tiết gia công trong một phút (r/min).
Trong công nghiệp đòi hỏi phải thực hiện các hoạt động gia công đền mức nhanh nhất có thể được; vì vậy, phải dùng tốc độ cắt thích hợp cho loại vật liệu được cắt. Nếu CS quá cao, lưỡi dụng CL Cắt bị sứt mẻ nhanh chóng, dẫn đến việc lãng phí thời gian để phục hồi dụng cụ. Khi tốc độ cắt quá thấp sẽ tốn nhiều thời gian cho hoạt động gia công, dẫn đến tốc độ sản xuất thấp. Dựa trên sự nghiên cứu và thử nghiệm của các nhà sản xuất thép và dụng cụ cắt, CS cho các dụng cụ bằng thép gió liệt kê ở Bảng 47-1 được coi các tốc độ cắt gọt kim loại có hiệu quả. Các tốc độ này được thay đổi chút ít để phù hợp với các yếu tố như tình trạng máy móc, loại vật liệu gia công, hoặc các tạp chất trong kim loại, cs cho các dụng cụ cắt bằng gốm và carbide thiêu được nêu ở Bài học 31, Bảng 31-5 và 32-3.

Để tính tốc độ trục chính máy tiện theo số vòng quay trên phút (r/min), bạn phải biết CS của kim loại và đường kính của chi tiết gia công. Tốc độ thích hợp có thể được điều chỉnh bằng cách chia CS (theo inch/min) cho chu vi của chi tiết gia công (in). Phép tính để xác định tốc độ trục chính (r/min) như sau.
Các phép tính theo inch
cs= tốc độ cắt
D= đường kính chi tiết
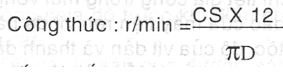
Tuy nhiên do hầu hết các máy tiện chỉ có một số vị trí điều chỉnh tốc độ có giới hạn, nên thường dùng công thức đơn giản hơn:
![]()
Do đó, để tính r/min cần thiết để tiện thô chi tiết thép kết cấu (CS 90) (có đường kính 2 in

Lưu ý: Tốc độ và lượng ăn dao đối với dụng cụ cắt bằng Carbide được nêu trong Bài học 31. Công thức này cũng dùng cho các dao tiện carbides.
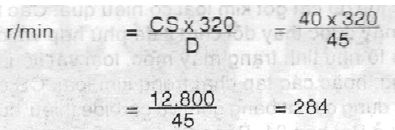
Các phép tính theo hệ mét

Ví dụ
Tính r/min cần thiết để tiện chi tiết bằng thép kết cấu (CS 40 m/min) có đường kính 45 mm
Lượng ăn dao
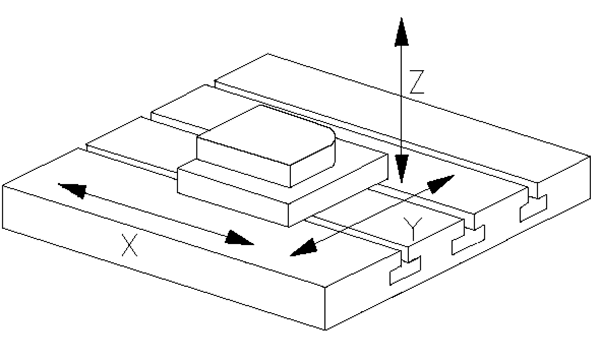
Có thể định nghĩa lượng ăn dao là khoảng cách dụng cụ cắt tiến dọc theo chiều dài chi tiết gia công trong mỗi vòng quay trục chính. Ví dụ, nếu máy tiện được điều chỉnh để có lượng ăn dao .015 in(0,4 mm), nghĩa là dụng cụ cắt sẽ di chuyển một khoảng .015 in (0,4 mm) dọc theo chiều dài chi tiết gia công trong mỗi vòng quay. Lượng ăn dao của máy tiện ren vít đa năng tùy thuộc vào tốc độ của vít dẫn và thanh dẫn tiến. Tốc độ nầy được điều khiển bởi các bánh răng của hộp số thay đổi nhanh (Hình 45-3A)
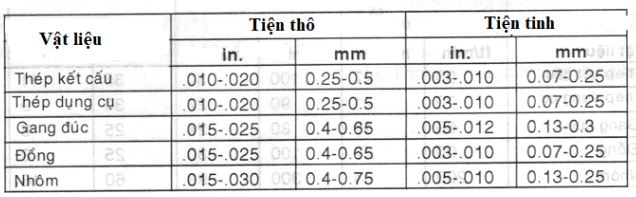
Nếu được, chỉ nên thực hiện hai lần cắt để đưa đường kính chi tiết đến đúng kích thước: một lần cắt thô và một lần cắt tinh. Vì mục đích của lần cắt thô là loại bỏ phần vật liệu thừa thật nhanh và độ bóng bề mặt là không quan trọng, do đó nên sử dụng lượng ăn dao thô. Lần cắt tinh được dùng để đưa đường kính tới đúng kích thước và tạo ra độ bóng bề mặt tốt, vì vậy nên dùng lượng ăn dao nhỏ.
Đối với việc gia công thông thường, nên dùng lượng ăn dao .010 đến .015in (0,25 đến 0,4 mm) đối với việc cắt thô và 0,003 đến 0,005 in ( 0,07 đến 0,12 mm) cho lần cắt tinh. Bảng 47-2 giới thiệu lượng ăn dao cắt các vật liệu khác nhau khi dùng dụng cụ cắt bằng thép gió