Nội dung bài viết
1/ Kiểm tra cơ cấu OHC – truyền động đai
Tuỳ theo động cơ cụ thể, lựa chọn phương pháp kiểm tra cho thích hợp.
1.1/ Kiểm tra khe hở giữa xú pap và ống kềm xú pap
Ống kềm xú pap có tác dụng dẫn hướng xú pap. Nếu khe hở bé, xú pap sẽ bị kẹt trong ống kềm khi làm việc.
Khi khe hở giữa ống kềm và xú pap nạp lớn: Động cơ bị hao hụt nhớt, gây các tác hại như bu gi đóng chấu, sinh hiện tượng cháy sớm và kích nổ, làm cho công suất và hiệu suất động cơ giảm.
Nếu khe hở giữa ống kềm và xú pap thải lớn: Khí cháy đi qua khe hở giữa xú pap và ống kềm làm cho nhớt mau bị biến chất, tuổi thọ động cơ giảm.
Làm sạch
Dùng cây suổi, bàn chải làm sạch mụi than xung quanh đầu và thân xú pap. Rửa xú pap sạch sẽ.
Kiểm tra
- Dùng ca lip kiểm tra đường kính trong của ống kềm xú pap.
- Dùng pan me xác định đường kính ngoài của thân xú pap.
- Hiệu số giữa đường kính trong của ống kềm và đường kính ngoài của thân xú pap, chúng tađược khe hở dầu của ống kềm xú pap.
- Khe hở giới hạn: Hút 0,08mm, Thải: 0,10mm


Sửa chữa
Nếu khe hở lắp ghép vượt quá qui định, thay ống kềm xú pap. Phương pháp thực hiện như sau:
- Dùng thước kẹp đo độ nhô lên khỏi nắp máy của ống kềm xú pap.
- Nung nóng nắp máy từ từ trong chất lỏng để đạt được nhiệt độ từ 80 – 100°C.
- Dùng dụng cụ chuyên dùng đóng ống kềm xú pap ra khỏi nắp máy.


- Dùng ca lip đo đường kính trong của xy lanh ống kềm xú pap.
- Lựa chọn ống kềm mới cho phù hợp với lỗ trong nắp máy.
- Dùng dụng cụ chuyên dùng đóng ống kềm xú pap vào thân máy, chú ý độ nhô của ống kềm.
- Lựa chọn lưởi doa phù hợp, doa lỗ ống kềm xú pap đạt thông số tiêu chuẩn.


- Sử dụng thiết bị chuyên dùng mài lại góc độ bệ xú pap cho phù hợp.


1.2/ Kiểm tra xú pap
Kiểm tra
- Bề dày tối thiểu của đầu xú pap nạp là 0,5mm và xú pap thải là 0,8mm. Nếu bé hơn thay các xú pap mới.
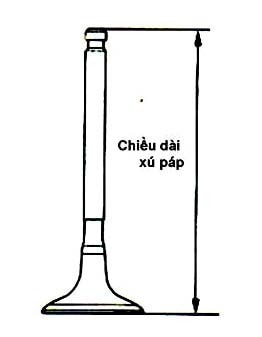
- Kiểm tra lại chiều dài toàn bộ của các cây xú pap. Nếu chiều dài ngắn hơn qui định của nhà chế tạo, thay xú pap mới.

- Kiểm tra độ cong của xú pap: Dùng khối chữ V và so kế kiểm tra độ cong của xú pap.

Sửa chữa
Nếu bề mặt làm việc của xú pap bị mòn lõm khuyết, dùng thiết bị chuyên dùng để mài lại bề mặt của nó. Phương pháp thực hiện như sau:
- Làm sạch thân xú pap và dụng cụ gá thân xú pap.
- Gá xú pap vào đúng vị trí của nó và xiết chặt.
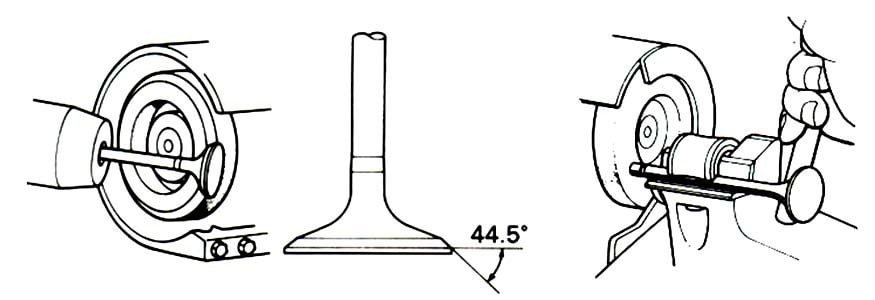
- Cho mô tơ hoạt động, kiểm tra sự đồng tâm giữa xú pap với dụng cụ gá. Dừng mô tơ.
- Chọn góc mài của bề mặt xú pap cho đúng. Góc nghiêng của bề mặt xú pap là 45°±0,5°.
- Tiến hành mài bề mặt xú pap từ từ cho hết vết cũ.
- Nếu đuôi xú pap bị mòn lõm, tiến hành mài lại cho phẳng trên thiết bị trên.
- Xoáy xú pap để làm kín giữa xú pap và bệ của nó.
- Vết tiếp xúc giữa bề mặt xú pap và bệ xú pap từ 1,2 đến 1,6mm và phải ở chính giữa bề mặt làm việc của xú pap.
- Nếu bệ xú pap quá mòn, thay mới.
Phương pháp xoáy xú pap
Sau khi sửa chữa xú pap và bệ xú pap hoặc sau một khoảng thời gian sử dụng, sự tiếp xúc giữa xú pap và bệ không còn kín nữa. Phương pháp xoáy xú pap như sau:
- Làm sạch cây xú pap và ống kềm xú pap.
- Dùng cát thô thoa một vài điểm trên bề mặt làm việc của xú pap cần xoáy
- Cho một lớp mỏng nhớt lên thân xú pap và đưa cây xú pap vào đúng ống kềm của nó. Lưu ý, không để cát xoáy rơi vào bên trong ống kềm xú pap.
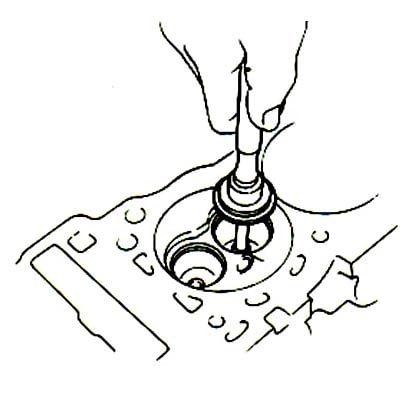
- Chọn núm cao su có cán phù hợp với đường kính đầu xú pap
- Dùng núm cao su chụp lên đầu xú pap
- Kéo cán lên cho bề mặt của xú pap rời khỏi bệ xú pap từ 5 đến 10 mm. Đẩy cán xuống cho bề mặt xú pap va vào bệ của nó. Khi cây xú pap vừa chạm bệ ta xoay thân xú pap một góc độ khoảng 30°
- Cứ thực hiện như thế cho đến khi bề mặt của cây xú pap tiếp xúc đều
- Dùng vải lau sạch đầu xú pap và tiến hành xoáy nó với cát mịn cho đến khi vết tiếp xúc giữa bề mặt xú pap và bệ đều, mịn và có màu xám xanh.
- Cho một ít nhớt vào bề mặt để xoáy, làm trơn láng bề mặt tiếp xúc.
1.3/ Kiểm tra lò xo xú pap
Lò xo xú pap dùng để đảm bảo xú pap đóng kín và cơ cấu hoạt động bình thường khi động cơ hoạt động ở số vòng quay cao.
Kiểm tra độ nghiêng lò xo
Khi lò xo xú pap bị nghiêng sẽ làm cho xú pap đóng sai lệch
- Đặt lò xo lên một mặt phẳng.
- Dùng ê ke để kiểm tra độ nghiêng của lò xo xú pap.
- Độ nghiêng tối đa không quá 2mm.
Kiểm tra chiều dài tự do của lò xo
- Dùng thước kẹp kiểm tra chiều dài tự do của lò xo.
- Nếu chiều dài không đúng thì thay mới

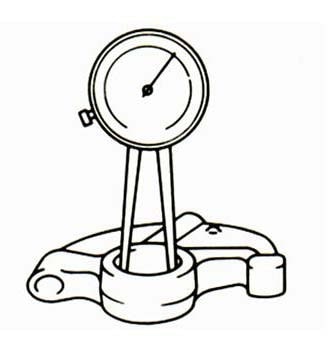
Kiểm tra lực nén lò xo
Dùng thiết bị kiểm tra lực nén của ò xo.
- Đặt lò xo lên dụng cụ kiểm tra.
- Ép lò xo lại với một đoạn nhất định.
- Đọc trị số lực nén lò xo trên đồng hồ.
- Nếu không đạt yêu cầu, thay mới lò xo.


1.4/ Kiểm tra trục CAM
Kiểm tra độ cong trục cam
- Đặt hai khối chữ V lên một mặt chuẩn.
- Đặt trục cam lên hai khối chữ V.
- Gá so kế vào cổ trục giữa của trục cam.
- Xoay tròn trục cam để kiểm tra độ cong.
- Độ đảo tối đa không vượt quá 0,06mm.
Kiểm tra chiều cao các mỏ cam
- Dùng pan me kiểm tra chiều cao mỏ cam.
- So sánh với các thông số cho bởi nhà chế tạo.
- Nếu không đạt yêu cầu, thay mới trục cam.


Kiểm tra đường kính trục cam
- Dùng pan me kiểm tra đường kính cổ trục cam.
- So sánh với thông số cho của nhà chế tạo.
- Nếu đường kính không đúng, kiểm tra khe hở dầu của cổ trục.

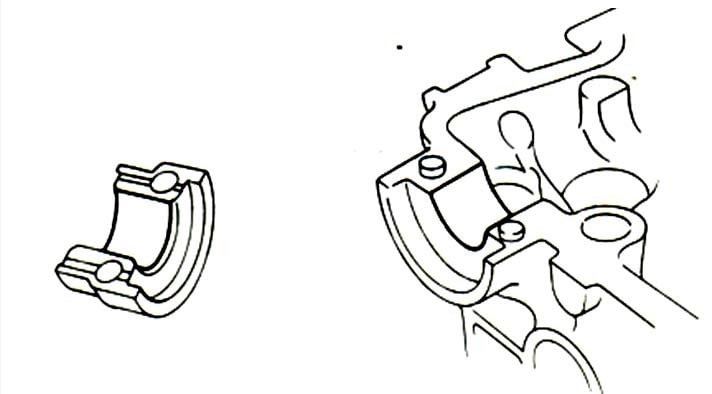
Kiểm tra tình trạng ổ đỡ trục cam
- Quan sát tình trạng của ổ đỡ trục cam. Nếu bị mòn khuyết, trầy xước, thay mới nắp cổ trụcm cam và nắp máy.
- Nếu việc thay mới gặp nhiều khó khăn, chúng ta thực hiện như sau:
- Mạ lại tất cả các cổ trục cam.
- Mài lại các cổ trục đạt độ bóng và chính xác cao.
- Doa lại các cổ trục cho phù hợp với đường kính cổ trục cam.
Kiểm tra khe hở dầu cổ trục cam
- Lau sạch cổ trục cam và các nắp cổ trục cam.
- Đặt trục cam vào nắp máy đúng vị trí của nó.
- Đặt một miếng nhựa đo khe hở dọc theo đường sinh của mỗi cổ trục cam.
- Đặt các nắp cổ trục cam vào đúng vị trí ban đầu của nó.
- Xiết đều các nắp cổ trục cam đúng trị số momen .
- Tháo các nắp cổ trục cam.
- Dùng bao cọng nhựa để xác định khe hở dầu.
- Khe hở dầu nằm trong khoảng 0,025 đến 0,062mm.Không vượt quá 0,10mm.
- Nếu khe hở vượt quá cho phép, thay mới trục cam. Nếu cần thiết thay mới các nắp cổ trục và cả nắp máy.


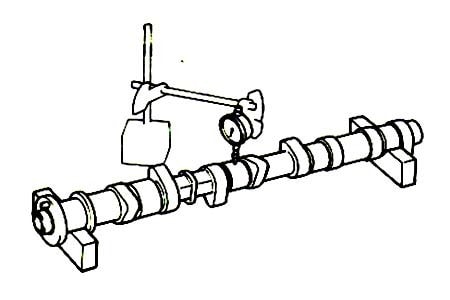
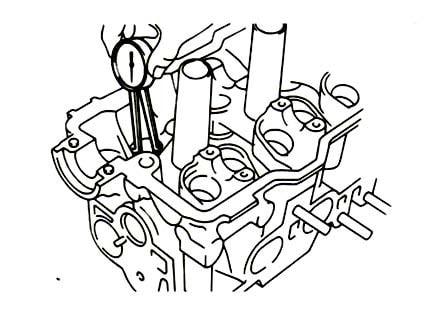
Kiểm tra khe hở dọc trục cam
- Làm sạch và gá trục cam vào các cổ trục của nó.
- Xiết chặt các cổ trục cam đúng qui định.
- Đặt so kế vào đầu trục cam theo hình vẽ.
- Xeo trục cam về hết một phía.
- Xeo trục cam theo hướng ngược lại.
- Khe hở dọc tối đa không được vượt quá 0,25mm.

Kiểm tra khơ hở giữa 2 bánh răng
- Lắp cam nạp vào nắp máy và xiết chặt các cổ trục.
- Dùng con vít sửa chữa xiết chặt bánh răng cam thải và bánh răng phụ.
- Lắp cam thải vào nắp máy và xiết chặt các cổ trục.
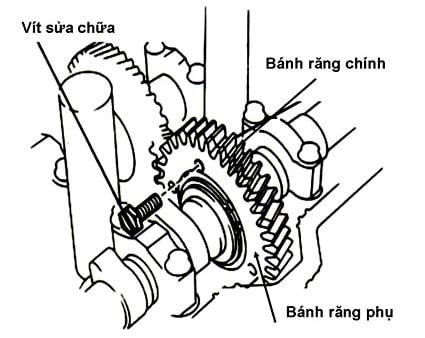
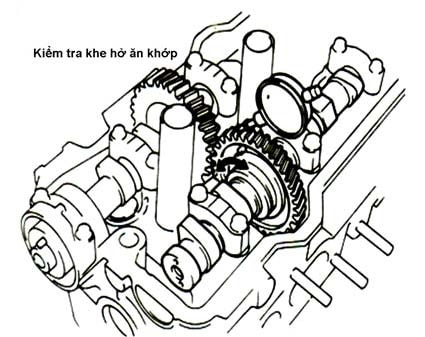
- Dùng so kế kiểm tra khe hở ăn khớp và xoay trục cam qua lại.
- Khe hở ăn khớp giữa hai bánh răng không được vượt quá 0,30mm.
1.5/ Kiểm tra con đội
Các con đội khi tháo ra phải sắp xếp có thứ tự và bảo đảm khi lắp lại phải đúng vị trí của nó.
Kiểm tra khe hở dầu
- Dùng pan me kiểm tra đường kính ngoài của con đội.
- Dùng ca lip xác định đường kính trong của xy lanh con đội.
- Nếu khe hở dầu vượt quá 0,10mm, thay con đội. Trường hợp thấy cần thiết, thay cả nắp máy.

2/ Kiểm tra cơ cấu OHC – truyền động xích
Các bộ phận giống như cơ cấu OHC truyền động đai, kiểm tra tương tự.
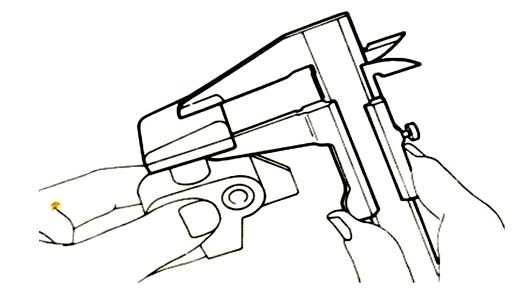
Kiểm tra xích
Người ta kéo căng xích cam, sau đó dùng thước cặp đo một số mắt sên nào đó. Nếu chiều dài vượt quá giới hạn cho phép thì thay sên mới.
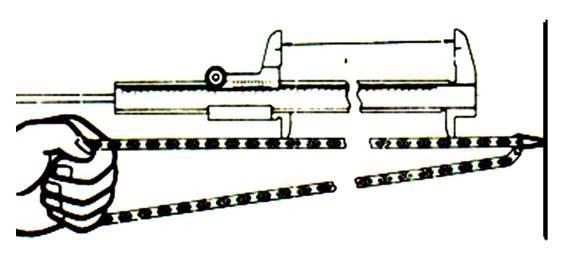
Kiểm tra bánh xích
- Mắc dây xích vào bánh răng của nó.
- Dùng thước cặp kiểm tra như hình vẽ.
- Nếu kích thước bé hơn giới hạn cho phép, thay bánh răng mới.

Kiểm tra các thanh đỡ xích
Nếu mòn quá 1,0mm, thay mới.
3/ Kiểm tra cơ cấu OHV – truyền động xích
Các bộ phận giống như cơ cấu OHC truyền động đai, kiểm tra tương tự.
3.1/ Kiểm tra trục cam
Khe hở dọc
Cơ cấu OHV, khe hở dọc là khe hở nằm giữa cạnh bên của cổ trục đầu tiên và tấm hạn chế chuyển động dọc. Khe hở này được kiểm tra bằng căn lá và nó không được vượt quá 0,30mm.
[row ] [col span=”1/2″ ]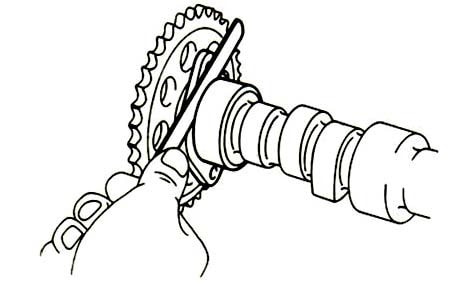

Kiểm tra khe hở dầu
Khe hở dầu trục cam được kiểm tra như sau:
- Dùng pan me đo đường kính các cổ trục cam.
- Dùng dụng cụ đo trong xác định đường kính trong các ổ trục cam.
- Hiệu số giữa đường kính trong ổ trục và đường kính ngoài cổ trục cam, chúng ta xác định được
- khe hở dầu của từng cổ trục cam.
- Khe hở dầu tối đa không quá 0,14mm.
- Nếu khe hở lớn, cảo các ổ trục cam ra khỏi thân máy và thay mới cho phù hợp với các cổ trục cam.
3.2/ Kiểm tra khe hở cò mổ – trục cò mổ
- Kiểm tra độ mòn của đầu cò mổ bằng cách quan sát. Nếu mòn khuyết chúng ta sửa chữa nó trên máy mài xú pap.
- Kiểm tra sơ bộ: Dùng tay lắc cò mổ qua lại trục cò mổ để xác định độ rơ của nó.


- Khe hở lắp ghép giữa cò mổ và trục cò mổ được kiểm tra như sau:
- Dùng ca lip xác định đường kính trong của cò mổ.
- Dùng pan me đo đường kính ngoài của trục cò mổ.
- Khe hở lắp ghép không được vượt quá 0,08mm.

3.3/ Kiểm tra độ cong trục cò mổ
Độ cong của trục cò mổ được kiểm tra bằng so kế.
- Đặt hai khối chữ V lên một bề mặt chuẩn.
- Làm sạch các bề mặt cần thực hiện để kiểm tra.
- Gá trục cò mổ lên hai khối chữ V.
- Dùng so kế để kiểm tra như hình vẽ bên .
- Độ cong không được vượt quá 0,30mm.

3.4/ Kiểm tra bộ truyền động xích
Kiểm tra xích
Người ta kéo căng xích cam, sau đó dùng thước cặp đo một số mắt sên nào đó. Nếu chiều dài vượt quá giới hạn cho phép thì thay sên mớ

Kiểm tra bánh xích
- Mắc dây sên vào bánh răng của nó.
- Dùng thước cặp kiểm tra như hình vẽ.
- Nếu kích thước bé hơn giới hạn cho phép, thay bánh răng mới.
kiểm tra độ cong xích
- Dùng thước kẹp đo bề dày của nó, nếu bề dày mòn quá cho phép thì thay mới.