Nội dung bài viết
Công nghệ gia công rãnh và ren – Phần 1 Công nghệ gia công rãnh và ren – Phần 2
Công nghệ gia công rãnh và ren – Phần 3 Công nghệ gia công rãnh và ren – Phần 4
Công nghệ gia công rãnh và ren – Phần 5 Công nghệ gia công rãnh và ren – Phần 6
Lời nói đầu
Gia công rãnh và ren đều hoạt động gia công đơn điểm thực hiện trên máy tiện, máy tiện tự động, hoặc các trung tâm gia công. Quá trình gia công đường kính bên ngoài (OD) và tiện mặt đầu rãnh được thể hiện trong hình 6.1a và 6.1b. Ren trong hoặc tarô sẽ được đề cập trong một chương sau.

Hình 6.1 a. Tiện rãnh đường kính ngoài (OD) Hình 6.1 b. Tiện mặt rãnh
Quá trình tiện mặt rãnh hoặc tiện rãnh trong
| Quá trình tạo rãnh hoặc tiện rãnh trong, đôi khi còn được gọi là sự (hoạt động) thắt hẹp, thường được thực hiện trên thành vai phôi để đảm bảo sự phù hợp chính xác cho các chi tiết đối tiếp(hình 6.2a). Khi một ren được yêu cầu phải có chiều dài đến phần thành vai, rãnh thường được gia công để cho phép chiều dài làm việc tối đa của đai ốc (hình 6.2b). Việc tạo rãnh các phôi trước khi mài tròn cho phép các đá mài có thể hoàn toàn mài phôi mà không chạm vào vai.
|
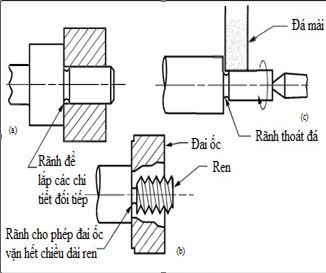
Hình 6.2. Tiện rãnh tạo ra đường rãnh để a)ghép các chi tiết đối tiếp được dễ dàng, b) cho phép đai ốc vặn hết chiều dài ren, c) tạo rãnh thoát đá mài |
Mặt rãnh
Với việc tạo mặt rãnh, dao ăn theo chiều trục thay vì tỏa tròn hướng vào bề mặt cuối của phôi. Dụng cụ phải được điều chỉnh để mặt cắt xuyên tâm của rãnh và lưỡi cắt tạo nên mặt cong. Khi trục máy quay theo hướng ngược chiều kim đồng hồ, mặt làm việc phải của dụng cụ được sử dụng và mặt làm việc trái được sử dụng khi trục máy quay cùng chiều kim đồng hồ. Quá trình tiện mặt rãnh được biểu diễn trên hình 6.1b.
Vì vậy, cả phần miếng cắt và chuôi kẹp dao ăn khớp vào rãnh, cả hai đường kính bên ngoài và bên trong của rãnh phải được xem xét. Đường kính được đo bên ngoài của lưỡi cắt xác định các giới hạn cho đường kính nhỏ nhất có thể được gia công, và đường kính đo được vào bên trong của lưỡi cắt xác định các giới hạn cho đường kính lớn nhất rãnh có thể.
Rãnh trong
Vấn đề chính với rãnh trong là phoi tiện. Có một nguy cơ rất cao của việc phoi gây kẹt mà có thể dẫn đến vỡ dụng cụ, đặc biệt là khi gia công những đường kính nhỏ. Các phoi vụn cần phải được loại bỏ khỏi rãnh sau đó thay đổi hướng 90 độ và vượt qua mặt bên của dụng cụ đỡ để cuối cùng được loại bỏ (đưa ra) khỏi lỗ. Việc chạy dao nhanh trong chu trình gia công là cách tốt nhất để có được phoi ngắn. Hình 6.3 là một dụng cụ tiện rãnh trong với miếng cắt tách rời.

Hình 6.3. Dụng cụ tiện rãnh trong (chuôi kẹp và phần cắt có khả năng tách rời)
Rung là một vấn đề thường gặp khác liên quan tới rãnh trong. Sự ổn định có liên quan đến đoạn công xôn, hoặc chiều sâu của phôi rãnh được gia công. Nguy cơ rung động được giảm bằng cách sử dụng chuôi kẹp dao lớn nhất có thể. Các đoạn công xôn không quá 2 đến 2,5 lần đường kính. Tạo rãnh trong là một nguyên công có tính quyết định và điều quan trọng đó là lựa chọn được một dụng cụ giảm thiểu được phoi vụn và rung động.
Dụng cụ tạo rãnh thường căn cứ vào các kích thước và hình dạng cần thiết cho một công việc cụ thể. Hầu hết các dụng cụ tạo rãnh tương tự như công cụ cắt, ngoại trừ các góc được lượn tròn một cách cẩn thận bởi vì chúng làm giảm việc gây nứt của chi tiết (giảm ứng suất tập trung), nhất là khi chi tiết được xử lý nhiệt.