Nội dung bài viết
1/ Sự ra đời
Công nghê “Tạo hình nhờ tia laser” (stereolithography – SLA) được phát triển bởi Chuck Hull, đây là công nghệ in 3D xuất hiện đầu tiên và cũng là công nghệ in 3D chi tiết chuẩn xác nhất, có sai số thấp nhất trong các công nghệ in 3D khác. Hiện 3D Systems là hãng nắm bản quyền thương mại công nghệ in 3D này. Công nghệ in 3D SLA là một công nghệ in 3D vẫn hoạt động theo nguyên tắc “đắp lớp” có đặc điểm khác biệt với các công nghệ khác là dùng tia UV làm cứng từng lớp vật liệu in (chủ yếu là nhựa lỏng).
Tương tự công nghệ SLS, các máy in 3D sử dụng công nghệ SLA sử dụng chùm tia laser/UV hoặc một nguồn năng lượng mạnh tương đương để làm “đông cứng” các lớp vật liệu in 3D là nhựa dạng lỏng, nhiều rất nhiều lớp như vậy sẽ tạo nên vật thể in
3D SLA. Lớp in SLA có thể đạt từ 0.06, 0.08, 0.1,… mm.
Công nghệ này được sử dụng để chế tạo ra các vật phẩm 3D chỉ từ những hình ảnh trên máy tính và công nghệ này cho phép người dùng kiểm tra các mẫu thiết kế một cách nhanh chóng, chính xác trước khi quyết định đầu tư sản xuất hàng loạt.
Tìm hiểu chi tiết về công nghệ In 3D nếu bạn chưa biết: Công nghệ In 3D là gì?
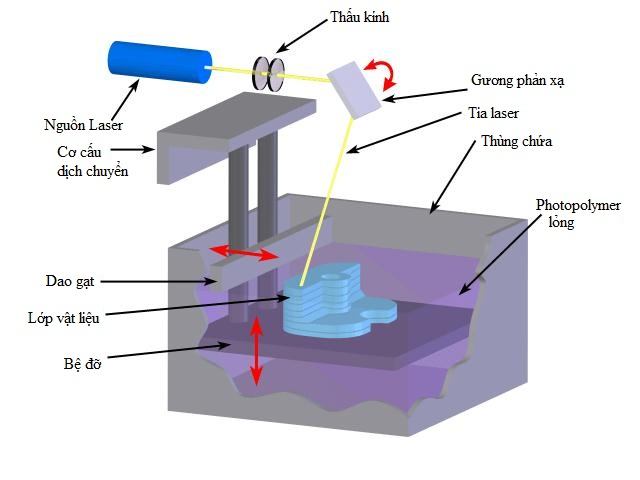
2/ Cấu tạo
- Một thùng chứa đầy dung dịch lỏng photopolymer.
- Trong thùng có một bệ đỡ (bàn gá) có thể nâng hạ được
- Chất lỏng là hỗn hợp của các monome acrylic, các oligome và một photoinitiator (nhựa quang hóa).
- Hệ thống nguồn Laser (He-Cd Laser).
- Hệ thấu kính và gương phản xạ.
- Hệ thống dao gạt dùng gạt nhựa trên tấm để tạo ra 1 lớp nhựa đồng đều.
Khi bệ đỡ ở vị trí cao nhất (ở độ sâu a) thì trên tấm là một lớp chất lỏng cạn. Máy phát laser phát ra chùm tia cực tím tập trung trên một diện tích của dung dịch photopolymer và di chuyển theo hướng X-Y. Chùm tia cực tím làm đông hết phần dung dịch được chiếu sáng và hình thành nên một khối đặc. Bệ đỡ được hạ xuống một lượng vừa đủ để một lượng chất lỏng phủ lên phần polyme đã đông đặc và quá trình được lặp lại. Quá trình tiếp diễn cho đến khi đạt được mức b. Lúc này ta đã tạo nên một chi tiết hình trụ có bề dày không đổi. Chú ý rằng lúc này bệ đỡ đã di chuyển theo phương thẳng đứng một lượng ab.
Tại mức b, chuyển động theo phương X-Y của chùm tia rộng hơn, vì thế ta tạo được một mặt bằng phẳng như mặt bích bên trên phần đã tạo từ trước. Sau khi đạt được bề dày thích hợp, quá trình được tiếp tục để tạo nên phần hình trụ giữa mức b và c. Chú ý rằng phần dung dịch xung quanh vẫn đang ở trạng thái lỏng vì nó không bị đông kết bởi tia cực tím và chi tiết được tạo thành từ đáy lên trên theo từng “lát” riêng biệt có chiều dày từ 0,05 – 0,2mm. Các lát này liên kết lại với nhau thành khối. Phần chất lỏng không bị đông kết có thể được sử dụng lại để tạo chi tiết khác trong quá trình tạo mẫu khác.

Bởi vì chi tiết được tạo thành trong môi trường chất lỏng và bên trong vật thể còn chứa chất lỏng polyme, do đó cần phải thêm các kết cấu trợ giúp (supports) để tăng độ cứng chi tiết và để tránh cho phần chi tiết đã được tạo thành chìm trong chất lỏng không bị nổi lên hoặc không bị trôi nổi tự do ở trong thùng.
Thời gian quét chùm tia laser phụ thuộc vào hình dạng hình học của những đường viền, mẫu vạch, tốc độ của tia laser và thời gian bao phủ (thời gian để một lớp của polymer sao chụp rắn lại và thời gian để lớp cuối cùng rắn lại). Quá trình tạo mẫu nói trên được thực hiện qua các giai đoạn.
Sau khi lấy chi tiết ra khỏi hệ thống SLA, chi tiết phải trải qua một loạt các quá trình hậu xử lý (post-processing). Đầu tiên, những chất polymer dư ra được làm sạch hết. Những chi tiết được làm sạch bằng những phương pháp chuẩn để bỏ đi những chất nhựa dư với: Tri-propylene Glycol Monomethyl Ether, rửa bằng nước, sau cùng rửa bằng iso-propyl alcohol, và chi tiết được làm khô trong không khí. Do tia laser không cung cấp đủ năng lượng để xử lý hoàn toàn chi tiết, nên ở quá trình xử lý tinh chi tiết được thực hiện bằng thiết bị xử lý tinh PCA (Post-Curing Apparatus). PCA là một buồng với một bàn quay và những bóng đèn chiếu tia tử ngoại. Thông thường, người ta đặt chi tiết trong PCA khoảng từ 30 phút đến một giờ. Chi tiết sẵn sàng để lấy ra khỏi cơ cấu phụ trợ và để xử lý bề mặt như: đánh bóng, mạ phủ,… nếu có yêu cầu.
3/ Nguyên hoạt động
Sau khi tập tin 3D CAD được kết nối dưới ngôn ngữ STL (Tessellation language) thì quá trình in được bắt đầu: Lớp nhựa lỏng đắp lên mẫu 3D thiết kế sẵn tia UV làm cứng lớp nhựa này, sau đó nhiều lớp được đắp lên nhau cho đến khi đạt chỉ số kỹ thuật của vật thể đã định sẵn. Các lớp in 3D SLA có thể đạt từ 0.06mm, 0.08mm, 0.1mm tùy vào nhu cầu in.

3.1/ Phần mềm được sử dụng trong các hệ thống SLA là MeastroTM bao gồm một số môđun sau
- Môđun kiểm tra (3D verifyTM Module): Môđun này cho phép đọc file .STL và chỉnh sửa trực tiếp mà không cần phải trở về phần mềm thiết kế CAD 3D ban đầu.
- Môđun quan sát (ViewTM Module): Module có thể hiển thị file .STL và file .SLI (Slice File) dưới dạng đồ hoạ. Chức năng quan sát được dùng để kiểm tra trực quan và định hướng các dữ liệu này sao cho tối ưu hoá quá trình tạo mẫu.
- Môđun kết hợp (Merge Module): Module này kết hợp tất cả các files . SLI thành một file thống nhất chuẩn bị cho quá trình tạo mẫu
- Môđun hỗ trợ (VistaTM Module): Module này công cụ mạnh của phần mềm. Nó tự động thiết kế thêm các kết cấu hổ trợ (supports) sản phẩm khi sản phẩm ở trạng thái lơ lửng trong khối chất lỏng trong suốt quá trình tạo mẫu.
- Môđun quản lý sản phẩm (Part ManagerTM Module): Đây giai đoạn đầu tiên của quá trình chuẩn bị tạo mẫu. Môđun này chuyển các file .STL sang dạng bảng (spreadsheet).
- Môđun tạo lớp (SliceTM Module): Đây giai đoạn thứ hai của quá trình chuẩn bị tạo mẫu. Nó chuyển đổi các thông tin dưới dạng bảng từ Part ManagerTM Module sang dạng mô hình là những lớp mỏng
- Môđun tạo mẫu (ConvergeTM Module): Đây giai đoạn thứ ba và cuối cùng của quá trình chuẩn bị tạo mẫu. Module này tạo ra file dữ liệu cuối cùng và được sử dụng bởi các thiết bị tạo mẫu SLA.
4/ Ưu và nhược điểm
4.1/ Ưu điểm
Công nghệ SLA có khả năng tạo ra các mô hình có độ chi tiết cao, sắc nét và chính xác. Về các công nghệ in 3D sử dụng vật liệu nhựa, thì đây là công nghệ tạo ra sản phẩm in 3D là nhựa tốt nhất, có thể sử dụng ngay, độ phân giải, độ mịn cao,
có thể nói là cao nhất hiện nay.
4.2/ Nhược điểm
Vật liệu in 3D khá đắt, sản phẩm in 3D bị giảm độ bền khi để lâu dưới ánh sáng mặt trời. SLA được sử dụng rộng rãi cho việc tạo mẫu nhanh và để tạo ra các hình dạng phức tạp với chất kết thúc chất lượng cao, chẳng hạn như đồ trang sức. Công nghệ SLA cũng đang được sử dụng nhiều trong các nhà máy sản xuất giày dép cho các hãng lớn như Nike, Adidas,…để thực hiện công đoạn in 3D khuôn giày và tạo mẫu đế giày nhanh.


5/ Hướng nghiên cứu và phát triển
3D Systems và Ciba-Geigy đang hợp tác nghiên cứu những loại vật liệu mới với các đặt tính về cơ học tốt hơn, quá trình xử lý nhanh hơn và dễ dàng hơn. Đồng thời có khả năng chịu được nhiệt độ cao hơn.
Một lĩnh vực quan trọng được quan tâm nghiên cứu là tạo công cụ nhanh RT (Rapid Tooling). Trong lĩnh vực này, 3D Systems đã và đang hợp tác với 15 công ty và trường đại học nhằm tạo ra những công cụ nhanh cả bằng vật liệu cứng và vật liệu mềm.




